Pękanie piły
Zbyt duży posuw
Posuw piły powinien być dobrany zgodnie z zaleceniami
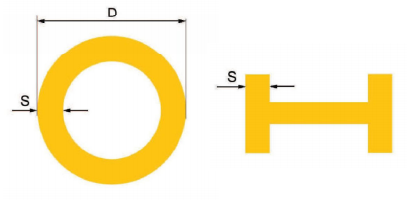
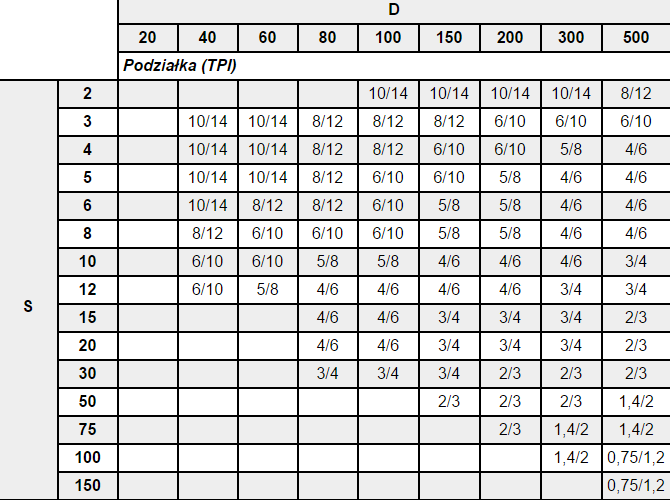
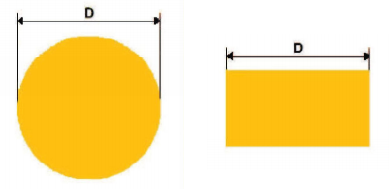
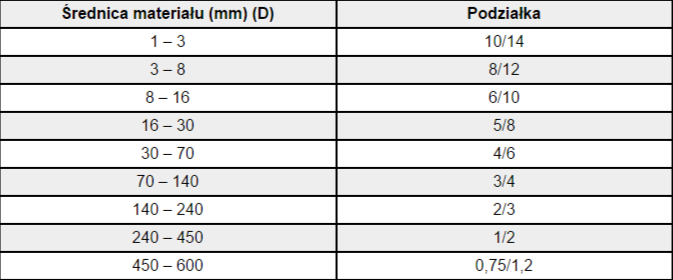
Zbyt drobna podziałka
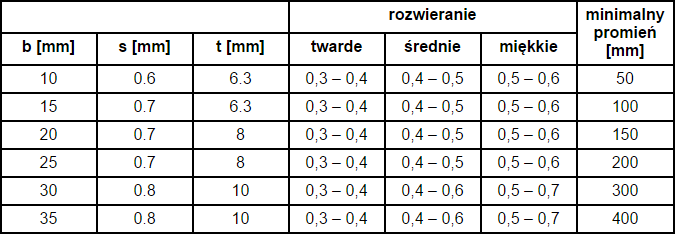
Podziałka powinna być dobrana w zależności od ciętego materiału
Zużyte kostki prowadzące. Zbyt szeroko rozstawione ramiona prowadzące
Kostki prowadzące powinny być regularnie kontrolowane i ustawiane, a w razie zużycia wymieniane. Ramiona prowadzące powinny być ustawiane jak najbliżej ciętego elementu
Zużyte koła napędowe. Zbyt małe koła napędowe – użyj cięższej piły
Koła prowadzące powinny mieć równe powierzchnie prowadzące, bez uszkodzeń i odprysków. Osie powinny być idealnie równoległe
Zbyt wysoki naciąg piły
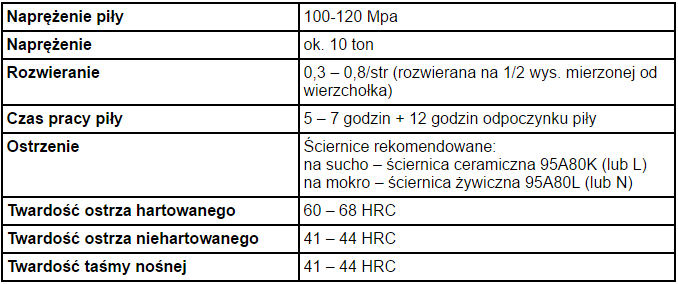
Prawidłowy naciąg pozwala na prostoliniowe cięcie i prawidłową pracę piły. Powinien być sprawdzony za pomocą tensometru
Cięcie nieprostoliniowe
Zbyt duży posuw
Posuw piły powinien być dobrany zgodnie z zaleceniami
Zbyt drobna podziałka
Podziałka powinna być dobrana w zależności od ciętego materiału
Zbyt duży rozstaw ramion prowadzących. Zużyte kostki prowadzące. Zbyt luźne kostki prowadzące. Źle ustawione kostki prowadząc
Kostki prowadzące powinny być regularnie kontrolowane i ustawiane, a w razie zużycia wymieniane. Ramiona prowadzące powinny być ustawiane jak najbliżej ciętego elementu
Zbyt niski naciąg piły
Prawidłowy naciąg pozwala na prostoliniowe cięcie i prawidłową pracę piły. Powinien być sprawdzony za pomocą tensometru
Zbyt duża prędkość piły
Prędkość piły powinna być dobrana zgodnie ze wskazówkami
Pękanie zębów
Zbyt duży posuw
Posuw piły powinien być dobrany zgodnie z zaleceniami
Źle dobrany kąt uzębienia
Kształt i kąt ostrza ma wpływ na wielkość przestrzeni dla powstałych wiórów i siłę odpychającą ostrze
Złe umocowanie ciętego elementu
Upewnij się, że cięte elementy są prawidłowo umocowane. Ma to szczególne znaczenie przy cięciu w pakietach, gdzie źle umocowany element może się obrócić i zniszczyć całkowicie piłę. Nie tnij zgiętych lub zniszczonych elementów
Szczotka czyszcząca nie pracuje prawidłowo
Szczotki czyszczące powinny być odpowiednio wyregulowane i wymieniane w razie zużycia
Nierówna powierzchnia cięcia
Zbyt duży posuw
Posuw piły powinien być dobrany zgodnie z zaleceniami
Zbyt drobna podziałka
Podziałka powinna być dobrana w zależności od ciętego materiału
Źle dotarta piła
Docieranie piły jest bardzo istotne głównie ze względu na jej trwałość. Nowa piła powinna na początku pracować ze zmniejszonym posuwem wgłębnym i prędkością skrawania
Zbyt duża prędkość piły
Prędkość piły powinna być dobrana zgodnie ze wskazówkami
Szybkie zużycie zębów
Zbyt duży lub zbyt mały posuw
Posuw piły powinien być dobrany zgodnie z zaleceniami
Zbyt drobna podziałka
Podziałka powinna być dobrana w zależności od ciętego materiału
Źle dobrany kąt uzębienia
Kształt i kąt ostrza ma wpływ na wielkość przestrzeni dla powstałych wiórów i siłę odpychającą ostrze
Źle dotarta piła
Docieranie piły jest bardzo istotne głównie ze względu na jej trwałość. Nowa piła powinna na początku pracować ze zmniejszonym posuwem wgłębnym i prędkością skrawania
Skazy na powierzchni, np. rdza, piach, łuska
Powierzchnia ciętego elementu ma duży wpływ na trwałość piły. Jeśli powierzchnia nie jest dobra, zmniejsz prędkość piły
Szczotka czyszcząca nie pracuje prawidłowo
Szczotki czyszczące powinny być odpowiednio wyregulowane i wymieniane w razie zużycia
Zbyt mało chłodziwa. Nieodpowiednio dobrane chłodziwo
Chłodziwo ma za zadanie chłodzenie i smarowanie i odprowadzanie wiórów. Chłodziwo powinno oblewać cięty element pod niewielkim ciśnieniem, równomiernym strumieniem
Zbyt duża prędkość taśmy
Prędkość piły powinna być dobrana zgodnie ze wskazówkami
Wibracje
Zbyt duży lub zbyt mały posuw
Posuw piły powinien być dobrany zgodnie z zaleceniami
Zbyt drobna podziałka
Podziałka powinna być dobrana w zależności od ciętego materiału
Użyj piły z podziałką zmienną
Kształt i kąt ostrza ma wpływ na wielkość przestrzeni dla powstałych wiórów i siłę odpychającą ostrze
Źle dotarta piła
Docieranie piły jest bardzo istotne głównie ze względu na jej trwałość. Nowa piła powinna na początku pracować ze zmniejszonym posuwem wgłębnym i prędkością skrawania
Złe umocowanie ciętego elementu
Upewnij się, że cięte elementy są prawidłowo umocowane. Ma to szczególne znaczenie przy cięciu w pakietach, gdzie źle umocowany element może się obrócić i zniszczyć całkowicie piłę. Nie tnij zgiętych lub zniszczonych elementów
Zbyt rozsunięte ramiona prowadzące.
Źle ustawione kostki prowadzące
Kostki prowadzące powinny być regularnie kontrolowane i ustawiane, a w razie zużycia wymieniane. Ramiona prowadzące powinny być ustawiane jak najbliżej ciętego elementu
Zbyt niski naciąg piły
Prawidłowy naciąg pozwala na prostoliniowe cięcie i prawidłową pracę piły. Powinien być sprawdzony za pomocą tensometru
Naturalne wibracje, nieznacznie zmień prędkość piły
Prędkość piły powinna być dobrana zgodnie ze wskazówkami
Piła ślizga się lub spada z kół napędowych
Zbyt duży posuw
Posuw piły powinien być dobrany zgodnie z zaleceniami
Zużyte koła napędowe
Koła prowadzące powinny mieć równe powierzchnie prowadzące, bez uszkodzeń i odprysków. Osie powinny być idealnie równoległe
Zbyt niski naciąg piły
Prawidłowy naciąg pozwala na prostoliniowe cięcie i prawidłową pracę piły. Powinien być sprawdzony za pomocą tensometru